
Mianyang Yasen Hardware Tools کے پاس 10 سال سے زیادہ کا تجربہ ہے لکڑی کے کام کی مشقوں کے بٹس کو مختلف اقسام کے ساتھ تیار کرنے میں: بریڈ پوائنٹ ڈرل (ڈاؤل ڈرل)، ہول بورنگ بٹس، قبضہ بورنگ بٹس وغیرہ۔ آج ہم لکڑی کے کام کے استعمال کے دوران کچھ عام مسائل کا خلاصہ کرنے جا رہے ہیں۔ نیچے ڈرل بٹس:
مشینی سوراخ میں چپکنے کی وجہ
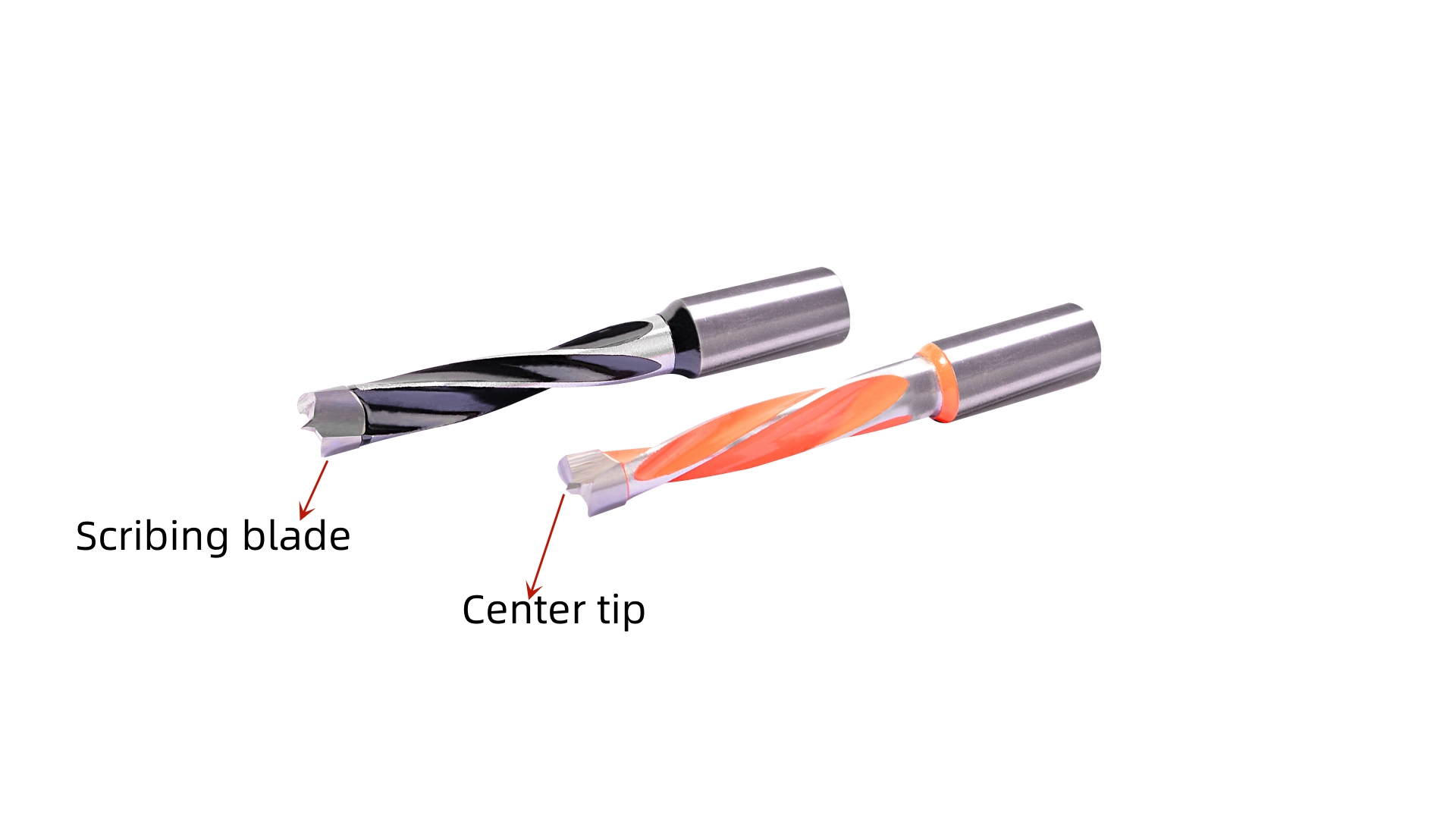
1. سکریبنگ بلیڈ تیز نہیں ہے، اور دو سکریبنگ بلیڈ اونچائی میں برابر نہیں ہیں؛
2. مرکز کے سرے اور پنڈلی کی مرکزیت معیار پر پورا نہیں اترتی ہے۔
3. مشین ٹول کے سپنڈل میں خود ایک بڑا رن آؤٹ ہوتا ہے۔
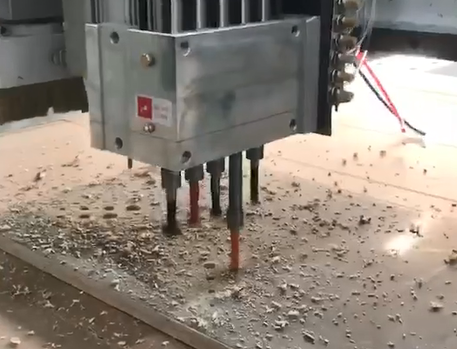
4. پروسیس شدہ پلیٹ (ورک پیس) میں حرکت پذیری ہوتی ہے۔
5. تکلی کی رفتار ٹول فیڈ کی رفتار سے مماثل نہیں ہے۔
6. قطار ڈرل فوری کپلنگ کی ارتکاز زیادہ نہیں ہے یا دیگر تکنیکی ڈیٹا معیاری نہیں ہیں۔
مشینی کے بعد سوراخ کے بیضوی رجحان کی وجہ
1. مرکز کی نوک اور ہینڈل ایک ہی مرکز نہیں ہیں، یا مرکز کی نوک تیز نہیں ہے۔
2. ڈرلنگ کے عمل کے دوران ورک پیس حرکت کرتا ہے۔
3. تکلی کی رفتار ٹول فیڈ کی رفتار سے مماثل نہیں ہے۔
4. قطار ڈرل کپلنگ کی مرکزیت زیادہ نہیں ہے یا دیگر تکنیکی ڈیٹا معیاری نہیں ہے۔
5. قطار ڈرلنگ رگ کی ڈرل سیٹ ڈھیلی یا خراب ہے۔
پروسیسنگ کے دوران دھواں اور پیسٹ کی وجہ
1. چاقو کا کنارہ تیز نہیں ہے، اور ڈرل بٹ کو تبدیل کیا جانا چاہیے؛
2. سرپل نالی (چپ ویکیویشن چٹ) مسدود ہے، جس کے نتیجے میں چپ کو ہٹانا خراب ہے۔
3. ورک پیس (پروسیسنگ میٹریل) کی نمی معیار سے زیادہ ہے، پلیٹ گلو کا مواد بہت زیادہ ہے یا گوند کا معیار اچھا نہیں ہے (MDF اور پلائیووڈ خاص طور پر نمایاں ہیں)
4. آلے کی فیڈ رفتار پروسیس شدہ مواد کی قسم اور سوراخ کی گہرائی سے مماثل نہیں ہے۔
5. مواد کی پروسیسنگ کے لیے موزوں ڈرل بٹ کی قسم منتخب کریں۔
پتہ: میان یانگ سٹی، سیچوان صوبہ، چین
سیل: +86-15386660937
ٹیلی فون:+86-816-2406189
فیکس:+86-816-240619
Email/Skype: joyce.yasendrill@outlook.com
WeChat: YS15386660937
پوسٹ ٹائم: نومبر-05-2022


